Grès porcellanato: la produzione
Sei pronto a visitare una fabbrica di piastrelle in grès porcellanato? Mi chiamo Michele Pellizzari, sono uno dei titolari della Fratelli Pellizzari ed ho iniziato a visitare stabilimenti di produttori di piastrelle da bambino. Ne ho visti parecchi e tuttora, prima di adottare un fornitore, vado fisicamente a vedere lo stabilimento in cui si produce il grès, ti assicuro che è sempre un esperienza affascinante.
A proposito, se vuoi sapere quali sono i migliori produttori di grès porcellanato che ho selezionato nel tempo, nel link qui di seguito li troverai:
I migliori produttori di grès porcellanato
Dall'uomo alla tecnologia
Ma tornando al processo produttivo... quello di cui ti renderai conto, leggendo l'articolo, è che il progresso ha raggiunto livelli impensabili e se un tempo erano il fattore umano e piccoli segreti professionali a fare la differenza tra un produttore ed un altro, oggi è la tecnologia a fare la differenza.
Un impianto per la produzione di grès nuovo, con macchinari all'avanguardia, consente un livello di qualità produttiva impensabile con impianti obsoleti.
Sei curioso di sapere come si produce il grès? Sei pronto per la visita ad uno stabilimento? partiamo!
Fasi del processo per produrre piastrelle in grès
Le principali fasi comuni a quasi tutti i processi di produzione di piastrelle in ceramica sono:
- progettazione
- preparazione delle materie prime
- pressatura
- essicamento
- preparazione degli smalti e smaltatura
- cottura
- scelta
- confezionamento e imballo
Iniziamo dalla prima fase, la progettazione!
Prima della produzione: il progetto della piastrella
L'importanza della progettazione
Tutto il settore ceramico dedica un forte impegno all'attività di Ricerca e Sviluppo e quindi alla progettazione delle piastrelle. Nel mondo l'Italia si distingue proprio per le capacità progettuali e di design del prodotto e da queste trae la ragione del proprio successo e le premesse per il mantenimento dell'attuale primato qualitativo, da tutti riconosciuto. Un accurato studio di una serie, di una collezione, è fondamentale per il successo della stessa e deve combinare diversi fattori: le attuali esigenze del mercato, i trend della moda e dei colori, le nuove tecnologie disponibili, innovazioni su smalti ed effetti superficiali. Infine si dovrà tenere conto degli aspetti economici prevedendo le quantità da produrre ed in base a queste i relativi costi di produzione.
Il ciclo di vita di una piastrella
E' noto che in ogni settore industriale l'evolversi, ormai molto rapido, delle tecnologie e dei gusti estetici induce un rapido avvicendarsi dei prodotti, che può richiamare le varie fasi della vita umana. Si parla infatti di un "ciclo di vita dei prodotti", distinguendosi in esso le varie fasi della vita dell'uomo, come la gestazione, la nascita, la maturazione ed infine il declino. I reparti di Ricerca e Sviluppo delle aziende ceramiche studiano, con continuità, nuovi prodotti che periodicamente sostituiscono quelli a fine ciclo. Inoltre propongono arricchimenti di gamma per quelli già in produzione. Un prodotto arriva alla fase di declino per obsolescenza estetica oppure tecnica.
Nascita di una piastrella
L'attività del reparto Ricerca e Sviluppo è fortemente integrata con il lavoro delle funzioni commerciali, di marketing e di produzione, che insieme possiedono i mezzi per valutare le esigenze del mercato (i commerciali), le possibilità tecnologiche dell'azienda (gli addetti alla produzione) e prevederne i possibili sviluppi. Qualche volta è il mondo del design a inventare nuovi prodotti, altre volte sono innovazioni tecniche che li suggeriscono, ma spesso è il lavoro fatto assieme a generare novità.
Le innovazioni non vengono solo dall'interno: l'attenzione di progettisti o di ricercatori è anche rivolta all'esterno dell'azienda con continui collegamenti con Fornitori, Impiantisti, Designers ed Istituti di Ricerca.
La presentazione al pubblico
I produttori raccolgono poi le migliori idee e le presentano all'importante Fiera di settore, il CERSAIE, che si svolge in autunno a Bologna. In questa occasione possono avere dei riscontri immediati, dai clienti ed esperti, sulle novità. Cersaie è il punto di incontro di tutti gli operatori e di verifica annuale dello "stato dell'arte" nel mondo delle piastrelle in ceramica. Alle migliaia di clienti professionali, che arrivano da tutto il mondo, vengono presentate le novità in modo da valutare la "risposta del mercato" alle nuove collezioni.
In sintesi
In sintesi si distinguono i seguenti passi per lo sviluppo di una nuova collezione di piastrelle:
- esame dei bisogni dei clienti (raccolta dati);
- esame dei prodotti di successo dei competitors
- definizione del progetto (obiettivi e tempificazione);
- realizzazione dei prototipi (innovativi o modulari di prodotti in gamma) con il coinvolgimento dei fornitori;
- analisi dei risultati (estetici e tecnici):
- prove di industrializzazione (collaudo fattibilità e verifica specifiche);
- adeguamento impiantistico;
- preparazione del lancio commerciale dei prodotti e certificazioni ufficiali
Se il progetto ottiene riscontri positivi si passa alla produzione in linea, che inizia dalle materie prime.
Le materie prime per produrre il grès
Gli ingredienti della ricetta
Il ciclo di produzione del grès porcellanato inizia dallo stoccaggio nei silos delle materie prime.
Ma quali sono le materie prime che servono per produrre una piastrella in grès?
In ordine di importanza si tratta di: argille, caolini, feldspati, sabbie e altri minerali di varie colorazioni e granulometria.
Questi sono gli ingredienti base della "ricetta" per la produzione di una piastrella in grès. Ricetta che, ovviamente, varia da un produttore ad un altro.
I silos delle materie prime
Le materie prime sono stoccate in box dedicati e vengono riordinate con continuità. È necessario eseguire diversi controlli sulle materie prime in entrata, sia per verificarne la conformità con quanto dichiarato dal fornitore, sia per avere una fotografia rappresentativa ed aggiornata della variazione delle loro proprietà nei diversi momenti dell'anno.
Una stessa materia prima, a causa della sua natura, delle condizione di stoccaggio e di trasporto, può risultare estremamente eterogenee e alcune sue proprietà come l’umidità possono risentire fortemente delle condizioni ambientali alle quali è stata esposta, per questo motivo risulterà di fondamentale importanza la loro verifica periodica.


Il recupero degli scarti
Nell’ottica dell’economia circolare l’industria ceramica ha da diverso tempo iniziato il recupero degli scarti di lavorazione sia di pezzi crudi che cotti (difettosi, prove, etc). Questi scarti vengono raccolti, omogeneizzati e reitrodotti all’interno del processo industriale come materie prime seconde.
Dettagli
Materie Prime
Per ottenere un prodotto finito con determinate proprietà chimiche, fisiche ed estetiche definite ed il più possibile costanti nel tempo è necessario andare a preparare una miscela di materie prime determinata da una ricetta.
Questa miscela, che viene comunemente definita impasto, è costituita da diverse materie prime, ognuna della quali svolge una funzione necessaria sia, per ottenere le caratteristiche del prodotto finito volute, sia per poter essere lavorate dall’impianto produttivo che si ha a disposizione.
Le tre famiglie principali di materie prime utilizzate sono: le argille, le sabbie ed i feldspati. Ognuna di esse andrà a conferire all’impasto prima ed al semilavorato poi, le caratteristiche necessarie per far sì, che una volta sottoposto a tutte le lavorazioni del caso, esso possa essere trasformato nel prodotto finito desiderato.
Materie prime argillose
Le materie prime argillose d’interesse ceramico possono essere argille pure, come la caolinite e l'illite oppure possono essere argille miste come nel caso della clorite. Le principali materie prime argillose utilizzate in ambito ceramico sono:
Caolinite [Al2Si2O5(OH)4]: presenta una struttura ripetitiva di strati T-O, i quali condividono tra loro gli ossigeni a ponte. La distanza tra due strati tetraedrici consecutivi è di 7Å, questo fa sì che molecole di acqua o altri cationi facciano particolarmente fatica a collocarsi all'interno dei canali inter- lamellari, questo rende la caolinite un argilla non plastica. Per questo motivo spesso è corretta con argille plastificanti.
La caolinite svolge un ruolo fondamentale negli impasti ceramici tradizionali, infatti ad alta temperatura forma mullite [Al2SiO5], in seguito ad una reazione allo stato solido. La mullite è un allumino-silicato puro ed è l'unica fase di neoformazione che si forma in fase di cottura all'interno del grès porcellanato. Si forma per degradazione, deidratazione e perdita di fase vetrosa da parte della caolinite e dell'illite. I diversi cristalli di mullite che si formano durante il processo di cottura sono uniti tra di loro a formare un unico sistema. La presenza di questa fase è un ottimo indicatore dell'avvenuta greificazione nel corpo ceramico. La mullite conferisce la resistenza chimico-fisica caratteristica di questo materiale. Per questo motivo le argille caolinitiche fungono da strutturanti nell'impasto ceramico.
Al2Si2O5(OH)4 —> Al2Si2O7 + 2H2O —> Al2SiO5 + SiO2
A causa della sua genesi, la caolinite è l'argilla ad uso ceramico contenente il grado maggiore di allumina (solitamente ~30%), questo fa sì che essa risulti essere una delle componenti refrattarie dell'impasto.
Uno dei fattori che determina il pregio, quindi il costo di questo materiale, è la concentrazione di cromofori presenti al suo interno. Infatti unità di Al2O3 possono essere sostituite da Fe2O3, abbassandone il pregio. Un’argilla caolinitica caratterizzata da una minor concentrazione di cromofori al suo interno sarà considerata più pregiata e quindi ne sarà corrisposto un prezzo alla tonnellata maggiore.
Illite: è un silico-alluminato di potassio, caratterizzato da struttura T-O-T in cui i due strati tetraedrici consecutivi sono distanti 10 Å l'uno dall’altro. Questo fa sì che all'interno del canale inter-lamellare sia intercalato potassio come catione o come idrossido, permettendo lo scorrimento dei diversi strati T-O-T. Per questo motivo le illiti sono argille discretamente plastiche.
Contengono un elevato grado di Al2O3 (~30%) che funge da strutturante, di K2O (~10%) che in assenza di allumina fungerebbe da fondente e di Fe2O3 che, in quanto cromofori, possono dare luogo a difetti estetici. Può contenere anche F-, vicariante con OH-, e questo potrebbe portare alla formazione di gas fluorurati al camino, situazione non auspicabile.
In seguito alle reazioni allo stato solido che avvengono nel forno, la presenza di illite porta alla formazione di mullite a 970°C secondo la reazione scritta precedentemente. L'illite è sempre presente negli impasti ceramici, non tal quale ma associata ad altre argille, come ad esempio il caolino.
Montmorillonite: sono argille diottaediche di alluminio, caratterizzate da struttura T-O-T+M+nH2O. Questa famiglia di argille è caratterizzata dal più ampio spacing inter-micellare, all'interno del quale sono intercalati o cationi Na+ bi-idrati (montmorillonite sodica, con unità inter-lamellari da 12 Å) o cationi Ca2+ tetra-idrati (montmorillonite calcica, con unità inter-lamellari da 15 Å). Tutti i cationi e le molecole d’acqua intercalate all’interno degli spacing inter-micellari interagiscono con gli ossidrili strutturali attraverso interazioni di VdW. Questo permette un facile scorrimento delle diverse unità ripetitive T-O-T+M+nH2O, l'una sull'altra, conferendo a questa classe di argille proprietà plastificanti. Per questo motivo vengono utilizzate per aumentare il carico di rottura delle piastrelle in crudo, permettendo di diminuire la difettologia legata alla movimentazione a monte del forno. Le montmorilloniti vengono aggiunte agli impasti ceramici in percentuali unitarie (solitamente < 5%) in quanto possono presentare diversi effetti indesiderati durante il processo ceramico. Quando idratate, nel mulino, tendono a rigonfiare assumendo l'aspetto di un gel colloidale, il quale modifica fortemente il comportamento reologico della barbottina. Questo è dovuto alla presenza di ioni ad alta densità di carica (Na+, Ca2+) che modificano fortemente la conducibilità elettrica della barbottina. Inoltre in fase di essicazione causano un fortissimo collasso strutturale (> 1%), dando vita a difettologie indesiderate.
Clorite [(Mg5Al)(OH)8Si3AlO10] : è un silico alluminato idrato di magnesio, con struttura T-O-T + O, due strati tetraedrici successivi distano 14 Å l'uno dall'altro. Queste materie prime argillose sono fortemente sostituito, il Mg è vicariante con l'Al nei siti ottaedrici (O), mentre l'Al sostituisce il Si in quelli tetraedrici (T). Può contenere una discreta quantità di cromofori quali il Fe2O3, per questo motivo dopo cottura conferiscono una colorazione dal rosa al rosso alle piastrelle. Vengono usate per la produzione di piastrelle ad impasto scuro come monocotture o grès rosso.
Talco
[Mg3(OH)2Si4O10]: è un fillosilicato triottaedrico con struttura T-O-T, in cui i tetraedri sono a base silicio (Si2O5) mentre le cavita ottaedriche sono a base magnesio (Mg3OH6). Il talco viene aggiunto all'impasto ceramico in % unitarie, ed essendo un controllore di ritiro, permette di avere ritiri minori e più controllati in fase di cottura. Risulta essere particolarmente importante, nelle piastrelle di grande formato, non avere ritiri disomogenei e/o troppo elevati in fase di cottura, in quanto questo porterebbe al loro tensionamento, con eventuali criticità durante la fase di taglio.
Il talco viene utilizzato da molti anni come additivo fondente nella produzione di piastrelle in gres e gres porcellanato. Che cosa significa additivo fondente? E' un materiale che abbassa la temperatura di fusione di una miscela, facilitando il processo di vetrificazione.
Utilizzo del Talco nell'Industria
- Mineralogia: Lo studio dei minerali, in questo caso, delle caratteristiche chimiche e fisiche del talco.
- Granulometria: La misura della dimensione delle particelle di un materiale.
- Microstruttura: La struttura interna di un materiale osservata a livello microscopico.
Ma si nota anche una maggiore densità apparente, il che corrisponde ad una porosità interna della piastrella minore, un vantaggio in molti casi, ad esempio in fase di lappatura o levigatura perché migliora la resistenza alle macchie.
Sabbie
Nell'impasto ceramico le sabbie fungono da scheletrizzante, infatti in seguito alle reazioni di greificazione esse sono la materia prima che costituisce lo scheletro cristallino delle piastrelle. Ricordiamo che il corpo di una piastrella altro non è che un susseguirsi di fasi cristalline, unite tra di loro da fasi amorfe, più una piccola quantità di porosità aperte e chiuse.
Il quarzo contenuto nelle sabbie è caratterizzato da diverse fasi cristalline, le quali costituiranno in parte lo scheletro cristallino delle piastrelle e in parte verranno solubilizzate formando la fase amorfa. Il quarzo è caratterizzato da una serie di transizione di fase, la più importante in ambito ceramico è quella che avviene ad una T= 573°C. A questa temperatura si osserva il passaggio dalla forma alfa (stabile a Tamb., d ~ 2,60 g/cm3) alla forma beta (stabile alla T di cottura, d ~ 2,65 g/cm3) del quarzo. Questa transizione risulta facilmente gestibile in fase di espansione, ovvero prima di raggiungere la Tmax si esercizio del forno. In fase di raffreddamento invece, ovvero quando si osserva la transizione quarzo β —> quarzo α, bisogna dare alla piastrelle greificata il tempo necessario per ritirarsi evitando che si possano creare eccessive tensioni che potrebbero portare a difettologie quali sfilo o tensioni che si estrinsecheranno in fase di post cottura.
Questo discorso risulta essere particolarmente importante nel caso della produzione di lastre di grande formato, per le quali il raffreddamento risulta essere uno degli step critici. Per evitare tensionamenti, che potrebbero essere estrinsecati in fase di taglio o di lavorazioni di fine linea, la sezione del forno dedicata al raffreddamento risulta essere particolarmente lunga, così da poter permettere un raffreddamento omogeneo, ed una transizione di fase simultanea, in tutta la massa della piastrella.
Feldspati
I feldspati sono allumino silicati alcalini e alcalino terrosi in cui alcuni siti tetraedrici sono vicarianti con alluminio (Si4+ —> Al3+) questo fa sì che per garantire l'elettroneutralità del sistema siano presenti cationi alcalini ed alcalino terrosi. Le unita tetraedriche possono connettersi in diversi modi a formare catene.
I feldspati in ambito ceramico fungono da fondenti, alle temperature di esercizio del forno formano eutettici basso-fondenti che solubilizzando la SiO2 vanno a formare una fase liquida, che una volta raffreddata formerà la fase amorfa. All'interno delle fasi liquide che si formano in presenza di feldspati avvengono tutte quelle reazioni solido-liquido che portano alla densificazione del pezzo, ad una progressiva diminuzione delle porosità aperte e di conseguenza all'aumento della resistenza meccanica. All'aumentare della T diminuirà la viscosità delle fasi liquide che riuscendo a permeare più facilmente all'interno delle porosità accelerano il processo di greificazione.
I feldspati più utilizzati in ambito ceramico sono:
Albite [NaAlSi3O8]: è un feldspato sodico. È il feldspato più usato in ambito ceramico in quanto fonde a T minore. Questo fa sì che alla T di cottura la viscosità dell'eutettico sia inferiore, rispetto ad altri feldspati, e questo permette di avere tempi di cottura inferiori. Di contro si ha che se la T di cottura non è gestita adeguatamente il pezzo tenderà a deformarsi.
Ortoclasio [KAlSi3O8]: è un feldspato potassico, fonde a T maggiori rispetto al feldspato sodico. Questo fa si che alla T di cottura la viscosità dell'eutettico sia superiore. Quindi per avere lo stesso grado di greificazione bisognerà aver tempi di cottura più lunghi.
Materie di qualità
L'attuale tendenza a riprodurre pietre naturali e marmi su lastre ceramiche impone la disponibilità di impasti di materie prime con un altissimo livello di bianchezza. Per raggiungere questo livello si possono utilizzare degli sbiancanti o fritte da impasto oppure utilizzare materie prime molto pure e bianche. Ma questo non è l'unico requisito che l'impasto deve soddisfare. Per le lastre di grandi dimensioni occorre utilizzare terre che garantiscano resistenze meccaniche adeguate: il modulo di rottura a crudo deve raggiungere un minimo di 8kg/cm² e, dopo l'essiccazione, deve raggiungere i 30 kg/cm².
Un ulteriore requisito, cercato da aziende che producono lastre di alta qualità, è la flessibilità sia nella piastrella cruda che, poi, nella lastra cotta. La flessibilità è di molto aiuto in fase di posa ed anche dopo la posa perché assorbe eventuali sollecitazioni e tensioni senza generare crepe.
Tra le materie prime più performanti vanno citati:
- il caolino di Imerys, in Ucraina
- alta pressabilità, ossia buona compattazione e bassa espansione dopo la pressatura
- sufficiente flessibilità per assorbire le tensioni
- elevata bianchezza (questa è la caratteristica fondamentale)
- buona pulizia del prodotto finale
- ball clay (argille plastiche da usare in combinazione con il caolino)
- bianchezza buona
- plasticità e pressabilità degli impasti grazie alla combinazione di caolinite, illite e smectite
- fusibilità buona
- talco (usato da moltissimi anni come fondente)
- migliora la fusibilità
- abbassa la temperatura necessaria a parità di densità della piastrella
- si raggiunge una maggiore densità apparente
- scarti di ceramica ricotti (lo scarto può essere reimmesso nel ciclo produttivo)
I più importanti fornitori di argille per la produzione di piastrelle sono:
- Vesco, produttore ed esportatore Ucraino;
- MCS , produttore ed esportatore di argille per piastrelle Portoghese;
- STEPHAN SCHMID, produttore tedesco con 20 giacimenti di proprietà ed una produzione di 1,5 milioni di tonnellate di materie prime all'anno
- GEOMIX importatore di argille tedesche, portoghesi, turche e di feldspati
- PIEDRA GRANDE produttore di argille e materie prime Argentine
Le materie prime
Il collega Roberto ci illustra il reparto "materie prime"

Dosaggio delle argille
La preparazione delle materie prime consiste in una serie di operazioni per l'ottenimento di un impasto di composizione omogenea, con dimensione e forma dei grani appropriate e con umidità opportuna.
Tali parametri consentiranno le successive operazioni di pressatura, essiccamento e cottura e, soprattutto, permetteranno di ottenere un materiale privo di difetti.
Gli operatori prelevano le materie prime nei silos e le immettono nei nastri trasportatori dotati di bilancia elettronica in grado di pesare i materiali, in modo da calcolare il dosaggio corretto tra le diverse materie prime in base al tipo di piastrella che si vuole realizzare.


Dettagli
Il sistema di alimentazione delle materie prime è attualmente realizzato con nastri estrattori/pesatori i quali dosano simultaneamente gli elementi dell'impasto per comporre la formula da inviare alla macinazione.
Dalla costanza del dosaggio dipende la qualità della piastrella prodotta senza contare che un errato dosaggio potrebbe portare ad un aumento degli scarti di produzione per cui è importantissimo che il dosaggio sia perfetto al fine di produrre un impasto con la formula più costante possibile.
Questi sistemi, inoltre, vanno continuamente monitorati ed è necessario compiere anche ulteriori controlli manuali su un campione di materia prima pesandola con una bilancia meccanica e confrontando il valore dichiarato dal sistema elettronico di dosaggio.
Materie prime ed umidità
L'umidità è un parametro importante da conoscere quando si parla di materie prime in ambito ceramico. Esso è fortemente influenzato dalle condizioni ambientali (stagione e meteo), dalle condizioni di trasporto e di stoccaggio, dal punto del lotto nel quale è stato eseguito il campionamento (a causa della forza di gravità possiamo avere una migrazione dell'acqua verso il fondo dello cumulo o la zona più superficiale potrebbe essere più asciutta del dovuto). L’umidità è anche una caratteristica intrinseca delle varie materie prime.
È fondamentale che il lotto abbia un’umidità il più possibile omogenea in tutte le sue parti (questo si ottiene smuovendolo frequentemente con l'ausilio di benne).
Conoscere l’umidità delle materie prime permette di sapere esattamente la quantità di materiale secco che viene introdotto nel mulino, parametro fondamentalmente per avere una formulazione costante nel tempo. Inoltre una materie prime troppo secca potrebbe risultare essere troppo polverosa (con conseguenti problemi di sicurezza sul lavoro), mentre una materie prime troppo umida potrebbe bloccare i silos, con conseguenti problemi di svuotamento.
Produttori e macchinari per il trattamento delle materie prime per piastrelle
Sacmi è uno dei principali produttori di macchinari per l'industria ceramica ed offre una serie di macchinari e sistemi per la preparazione degli impasti per piastrelle.
Certech è produttore specializzato nella lavorazione delle materie prime e propone diversi macchinari che hanno la finalità di trattare in modo efficace le argille. Ad esempio: deferizzatori, filtri ed altri macchinari che vagliano e depurano le argille.
Macinazione delle argille
Una volta ottenuta questa miscela di argille, sabbie e minerali è necessario macinarle finemente in modo che sia possibile amalgamarle.
La macinazione è una fase molto importante: più piccola è la particella che si ottiene e meno aria vi sarà all'interno dell'impasto. Un impasto poroso comporterebbe tutta una serie di problemi per la piastrella, specie se di grande formato.
Per macinare le materie prime, negli impianti moderni, si utilizzano dei mulini continui: degli enormi cilindri che contengono acqua e corpi macinanti (principalmente sfere di allumina ma anche pietre dure). All'interno di questi cilindri - in perenne movimento rotatorio - viene inserita l'argilla. Schiacciata dai corpi macinanti la terra si trasforma in un liquido denso, della consistenza di uno yogurt: la barbottina ceramica.

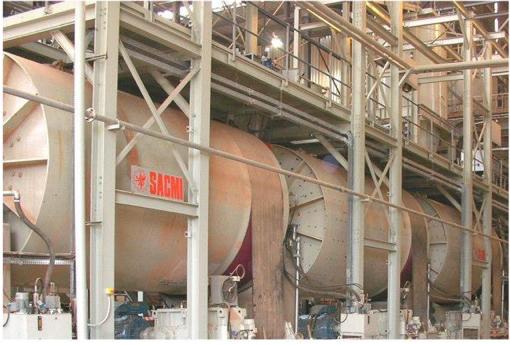
La barbottina viene poi stoccata in enormi cisterne e tenuta in continuo movimento con delle pale, per evitare che la polvere si depositi in basso.
Dettagli
Macinazione a secco
Il processo a secco consiste nella macinazione a secco delle materie prime e nella successiva regolazione dell'umidita' delle polveri tramite apposite bagnatrici. Viene adottato quando si impiegano argille direttamente estratte dalla cava, con umidità contenuta e con poche aggiunte.Dal punto di vista impiantistico si possono impiegare diversi tipi di mulino, classificabili in "mulini granulatori" (frantoi a ganasce o a coni, cilindraie, molazze) e in "mulini finitori" (mulini a martelli, a proiezione, a pioli, a pendoli). Si ottiene una polvere contenente di solito non piu' del 2-3% di umidità, la quale viene successivamente umidificata in apposite bagnatrici, a funzionamento continuo, per portaria al valore ottimale per la pressatura.
Macinazione ad umido
Il processo ad umido è costituito dalle operazioni di macinazione ad umido e di essiccamento a spruzzo della barbottina. Dal punto di vista impiantistico vengono impiegati mulini a tamburo, detti anche Alsing, discontinui o continui, in cui i corpi macinanti sono sfere di materiale ceramico o ciottoli di silice.A seconda della natura dei corpi macinanti, di silice o di Alubit (nome commerciale di un materiale ceramico avente un contenuto di Allumina superiore al 90%), e del rivestimento interno del mulino, di silice, di Alubit o di gomma, si hanno diverse "coppie macinanti" con differente efficienza di macinazione.
La barbottina ceramica
Alla fine del processo del processo di macinazione si ottiene una sospensione acquosa delle materie prime finemente macinate, una "barbottina" ceramica, con contenuto d'acqua variabile, in funzione del tipo di materiale, dal 30 al 50%.La regolazione del contenuto d'acqua, come richiesto dalla successiva operazione di pressatura, consiste in una azione di deumidificazione, eseguita col processo di essiccamento a spruzzo, detto anche di atomizzazione.
Le cariche macinanti
Se supponiamo di mantenere inalterate le caratteristiche delle materie prime ed i rispettivi dosaggi un parametro fondamentale da considerare per produrre piastrelle di elevata qualità è la distribuzione dimensionale dei corpi macinanti all'interno del mulino continuo. Questa variabile è più influente sulla velocità del mulino, in quanto per mantenere costanti le caratteristiche del macinato occorre mantenere la distribuzione dimensionale dei corpi macinanti nel tempo. Ciò si ottiene arrestando frequentemente il mulino per reintegrare la carica macinante ma questo ha, come conseguenza, una diminuzione della capacità produttiva. In alcuni impianti si sono riusciti ad integrare i corpi macinanti in automatico, contemporaneamente all'alimentazione della miscela di materie prime.
Fase di macinazione: spiegazione
![Watch Produzione piastrelle grès: la macinazione delle argille [Tiles productions: clay pulverize] on YouTube.](http://i.ytimg.com/vi/GEteaWrrgRw/sddefault.jpg)
Fase di macinazione: macchinari in azione

In questo video si vede in azione un mulino di macinazione ad umido che frantuma e macina finemente le materie prime necessarie per la produzione di una piastrella in ceramica
Atomizzazione della barbottina ceramica
La barbottina viene prelevata dalle cisterne e condotta all'atomizzatore. Quest'ultimo è una sorta di cono all'interno del quale viene sparata aria caldissima che fa evaporare l'acqua e asciugare l'argilla macinata e miscelata.
La miscela di acqua e argilla si trasforma in una polvere finissima: l'atomizzato.

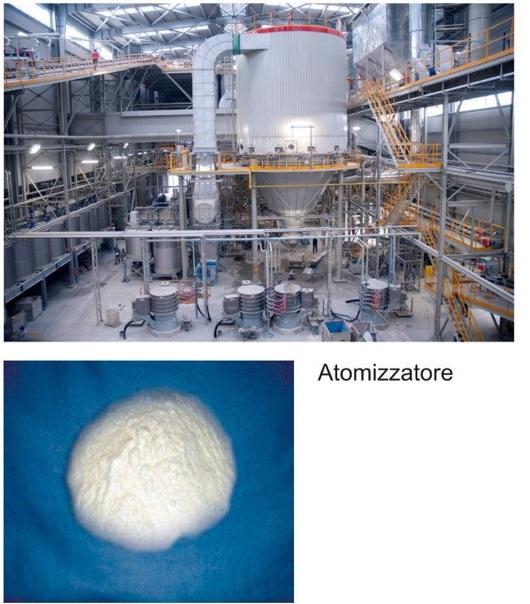
Nella foto seguente vediamo l'atomizzato, questa polvere della consistenza del talco, scendere dalla parte inferiore del cono dell'atomizzatore e cadere nel nastro trasportatore. Da qui verrà portata direttamente alle presse oppure verrà stoccata in recipienti idonei, in attesa di essere utilizzata.


Dettagli
Processo di atomizzazione della barbottina
La barbottina viene iniettata ad alta pressione (25-30 bar) ed opportunamente nebulizzata all'interno di una camera di essiccamento, ove viene a contatto con aria a 500-600 °C, proveniente da un apposito generatore.Ha luogo una evaporazione pressochè istantanea dell'acqua, dato l'elevato coefficiente di scambio termico dovuto al moto vorticoso e all'elevata superficie specifica delle gocce, ed al notevole salto di temperatura fra aria e barbottina. Si ottengono così dei granuli di forma tondeggiante, grazie anche allo sfregamento degli stessi contro le pareti dell'atomizzatore, con umidita' e distribuzione granulometrica adatte alla pressatura, i quali vengono raccolti nella parte inferiore della camera di essiccamento ed inviati ai sili di stoccaggio.Il processo ad umido è applicato nella produzione di monocottura greificata, soprattutto in pasta chiara, cotta in cicli rapidi e del gres porcellanato. Il processo ad umido presenta elevati costi energetici, dovuti al fatto di evaporare ingenti quantità di acqua di macinazione per ottenere polveri adatte alla pressatura, ma l'impasto ottenuto è perfettamente omogeneo e privo di impurità. Recentemente il processo a secco si è sviluppato introducendo tecniche innovative di macinazione ed applicando la tecnologia della granulazione, che rende possibile agglomerare per umidificazione le polveri preventivamente macinate a secco, a costi energetici e di esercizio inferiori a quelli del processo a umido.
Migliore qualità della piastrella se si setaccia la barbottina
A distinguere, anche in questo caso, le aziende che cercano un elevata qualità sono alcune accortezze anche in questa fase produttiva. Per il miglioramento qualitativo delle piastrelle ceramiche è necessario, infatti, eliminare dall'impasto già macinato gli inquinanti e le particelle oltre una determinata dimensione. Questa fase di controllo può essere effettuata sulla barbottina all'uscita dal mulino con una serie di setacci in parallelo e defferizzatori.
Si possono spingere i controlli con maglie fino a 1600/2000 maglie/cm² mentre per i deferizzatori si utilizzano qualli a barre o a rullo per i modelli rotativi in continuo, entrambi con magneti permanenti o quelli elettromagnetici.
L'elevato numero di setacci insatllati per soddisfare la produzione oraria, l'eventuale rottura di una rete di questi, la difficoltà di pulizia dei deferrizzatori complicano l'attività del reparto.
Migliore qualità se si raffredda la polvere di atomizzato
Un altro aspetto che viene curato, nelle aziende produttrici di piastrelle di qualità, è il raffreddamento della polvere essiccata. L'atomizzato, in fatti, ha dell'aria umida all'interno che, a contatto con le pareti dell'impianto raggiunge il punto di rugiada raffreddandosi ed andando a bagnare le particelle di atomizzato che poi si aggregano tra di loro formando dei grumi di particelle o, come si dice, delle "croste. Queste croste possono andare a peggiorare la qualità della piastrella in modi anche non immediatamente percepibili. Alcune aziende, le più attente alla qualità del prodotto ed alla propria immagine, hanno risolto con una complessa catena di nastri trasportatori che hanno il compito di ventilare le polveri ed evitare che si creano questi grumi. Queste soluzioni sono piuttosto macchinose, costose ed occupano parecchio spazio.
Pressatura delle piastrelle: spiegazione

Produzione del grès: pressa in azione

Le argille vengono depositate sui vassoi e pressate. La piastrella cruda esce dallo stampo e si dirige verso l'essiccatoio trasportata da nastri a rullo.
-
Pressatura per ottenere la piastrella cruda
L'argilla che fuoriesce dal fondo del cono dell'atomizzatore ha il giusto contenuto d'acqua per consentire la formazione di una piastrella in ceramica, o meglio, in grès porcellanato. Si tratta quindi di trasportarla negli stampi e, finalmente, di pressarla in modo da dare la forma di una piastrella alle nostre materie prime.
I moderni processi produttivi del grès porcellanato prevedono presse sempre più potenti e con la possibilità di cambiare gli stampi abbastanza velocemente (servono comunque almeno due ore). Gli stampi sono ormai quasi sempre stampi isostatici.
Oggi la pressatura avviene in due modi, quella tradizionale, su stampo, oppure la innovativa pressatura continua, che preferisco chiamare "compattatura". Quest'ultima viene utilizzata per compattare un nastro continuo di argilla che scorre sotto a dei cilindri e consente di produrre piastrelle di ceramica di grandissime dimensioni, le cosiddette "grandi lastre".


Dettagli
Tipi di formatura
La pressatura è il processo più usato per la formature delle piastrelle ceramiche per pavimento e rivestimento: soltanto il cotto e alcuni tipi di clinker vengono formati per estrusione. Le moderne lastre in grès vengono formate mediante una "pressatura continua", che è un processo più innovativo rispetto alla tradizionale pressatura.
Condizioni per la pressatura
Nella pressatura le polveri, con umidità generalmente oscillante tra il 4% ed il 7%, vengono compresse tra due superfici, l'una mobile (tampone) e l'altra fissa (stampo), con pressioni elevate (200-400 Kg/cm²) a seconda dei formati delle piastrelle e del tipo di prodotto. Tale pressione provoca un riassetto ed una parziale deformazione dei grani, conferendo al corpo ceramico la massima compattazione.
Perché ciò avvenga è però necessario, oltre a fornire alle polveri un'opportuna umidità che favorisce una certa plasticità del materiale, provvedere ad un'efficace espulsione dell'aria dalla massa (la cui presenza è tanto maggiore quanto più fine è la granulometria delle polveri). Il processo viene perciò realizzato in almeno due tempi (più di due tempi sono in genere necessari per piastrelle di grandi formati, in genere superiori a 33x33 cm): dopo la prima pressata il tampone viene allontanato dallo stampo per consentire appunto la disareazione del materiale.
Tipi di presse
Dal punto di vista impiantistico, la maggioranza delle presse impiegate sono di tipo idraulico, mentre si può trovare qualche pressa meccanica a frizione nella produzione del supporto da bicottura. Inoltre, come abbiamo detto, si stanno affermando delle presse in continuo per la produzione di grandi lastre in grès.
Stesura dell'argilla negli stampi
Esistono diversi impianti che permettono di controllare la stesura dell'argilla nello stampo prima della pressatura. Un esempio è la tecnologia "Easy color boost" realizzata da LB Technology che consente di colorare "a secco" l'argilla. Questo consente ottenere impasti coloranti in modo coerente con le grafiche di smaltatura in modo facile e veloce, ed anche di cambiare velocemente il colore dell'impasto senza lunghi riattrezzaggi.
Essicamento della piastrella cruda
Una volta pressata la piastrella uscirà dalla pressa e sarà pronta ad affrontare il viaggio che la porterà verso l'ultima fase, la cottura.
In questo stadio la piastrella in grès è, infatti, ancora cruda... si spezza facilmente con le mani.
Ma prima, la nostra piastrella in grès, deve subire anche la fase di essiccamento. E' necessario, prima di affrontare la cottura, ridurre la percentuale di umidità all'interno della piastrella.


Dettagli
La fase di essiccamento ha la funzione di ridurre il contenuto d'acqua necessaria per la pressatura, allo scopo di condurre la cottura del materiale in tempi industrialmente accettabili. Nel caso della monocottura ha inoltre lo scopo di aumentare la resistenza meccanica del supporto verde, per mantenere integro il materiale durante la movimentazione sulle linee produttive.Generalmente gli essiccatoi per piastrelle ceramiche, dislocati immediatamente a valle delle presse, impiegano aria calda per realizzare il processo di essiccamento.Gli essiccatoi attualmente piu' diffusi, soprattutto in seguito alla grande diffusione del grès, prodotto in cicli rapidi, sono i cosiddetti essiccatoi rapidi, a sviluppo orizzontale o verticale. La rapidità del processo e dovuta principalmente alla disposizione delle piastrelle in monostrato, su nastri trasportatori o su bilancelle o su rulli, con notevole aumento della superficie di scambio termico rispetto alla disposizione in pile su carrelli negli essiccatoi lenti a tunnel. Inoltre, gli essiccatoi rapidi attuali sono dotati di un generatore autonomo di calore, che permette di variare le condizioni termiche ed igrometriche dell'aria di essiccamento, mentre gli essiccatoi a tunnel sfruttavano il calore recuperato dall'aria di raffreddamento dei forni, con temperature relativamente basse ed elevati volumi.
Produzione del grès: la smaltatura
La smaltatura è la fase che conferisce alla piastrella ceramica l'aspetto estetico desiderato. Avviene lavorando sulla superficie della piastrella in diversi modi, a seconda del risultato che si vuole ottenere.
Generalmente la piastrella viene movimentata sulla linea di smaltatura in file singole su cinghie trainate da motori elettrici. La velocità di transito è gestita da computers che vengono programmati in base al formato, al tipo di superficie, al tipo si smalto da applicare.
La smaltatura può prevedere una o due applicazioni ma può arrivare anche a decine e decine di applicazioni differenti se gli effetti decorativi ed i colori che si vogliono ottenere sono numerosi.
L'applicazione dei vari strati di smalto investe l'aspetto artistico del processo produttivo e differenzia in modo notevole le capacità di un'azienda piuttosto che di un'altra.
Da una decina d'anni, però, si sta affermando un sistema di smaltatura che ha ormai rivoluzionato il processo di smaltatura: è la stampa digitale su grès porcellanato, di cui abbiamo parlato in uno specifico articolo:
La decorazione digitale del grès porcellanato
Qui sotto vediamo un video di un'apparato per la smaltatura tradizionale.
Dettagli
La smaltatura prima delle stampanti digitali
Prima dell'avvento delle stampanti digitali, che hanno rivoluzionato questo settore, la smaltatura era un processo estremamente complesso.
La preparazione degli smalti consisteva nel dosaggio delle materie prime (fritte, caolini, sabbie silicee, ossidi diversi, pigmenti coloranti etc) e nella loro macinazione in acqua per ottenere una sospensione contentente circa il 40/50% di acqua, soluzione già pronta per l'applicazione.
A quel punto si andavano ad applicare gli smalti sul supporto mediante una serie di macchinari che permettevano la sovrapposizione di 4 o 5 strati di differenti smalti a seconda dell'effetto estetico che si voleva ottenere. Nel caso della bicottura l'applicazione degli smalti avveniva su supporto cotto mentre nel caso di monocottura o gres avveniva sul supporto crudo. Le macchine di distribuzione dello smalto andavano monitorate costantemente e dovevano essere svuotate e pulite al termine del lotto produttivo. Rappresentavano, pertanto, un costo importante del processo produttivo.
Composizione degli smalti
Per quanto riguarda la composizione degli smalti è bene evidenziare che essa dipende, oltre che dalle caratteristiche tecniche e dagli effetti estetici e cromatici che si vogliono ottenere, anche dalla tipologia di piastrella e dalla tecnologia produttiva, cioè dalle fasi precedenti e successive a quella di smaltatura. Ad esempio una cottura a temperatura elevata comporta la necessità che lo smalto stabilizzi e fonda a temperature superiori e successivamente al processo di degasazione del supporto, pena la comparsa di difetti.
In ogni caso gli smalti sono materiali prevalentemente vetrosi in cui i componenti non-vetrosi, specie di natura cristallina, hanno funzione di determinarne le specirfiche proprietà. I modertni processi di cottura rapida non consentono in condizioni nrmali uno sviluppo di componenti cristallini caratteristici correlabili a proprietà tecniche particolarmente interessanti. Quando ciò si realizza, graziee alla composizione del sistema vetroso di parten ed alla presenza di nucleanti, si parla di "vetroceramici".
I vetroceramici sono materiali inorganici solidi policristallini che vengono preparati per cristallizzazione controllata di una massa vetrosa (ottenuta solo in parte con componenti fusi in precedenza) e si presentano di aspetto simile ad una porcellana.
Macchinari per la smaltatura
Esistono diversi macchinari per la smaltatura e molte aziende del settore meccano-ceramico propongono linee di smaltatura già organizzate come ad esempio queste, proposta da Cimes:

La piastrella viene smaltata passando sotto ad una cascata di smalto che cola da una "campana". Questa è una delle tantissime modalità di applicazione di smalti o finiture di superficie della piastrella.
-
Stoccaggio delle piastrelle essiccate
Ed ecco il prodotto pronto per la cottura: pressato ed essiccato. Ma ancora non resistente come dovrà essere quando verrà posato a pavimento e dovrà sopportare transiti di persone, veicoli, cadute di oggetti...
Le aziende che producono piastrelle hanno bisogno di grandi spazi per stoccare le piastrelle essiccate e crude. Il processo di produzione del grès, infatti, pur essendo quasi continuo si interrompe per consentire l'accumulo di grossi quantitativi di piastrelle crude per riuscire a garantire l'alimentazione ininterrotta del forno.
Eventuali interruzioni nella cottura danneggerebbero, infatti, il forno che necessita di essere alimentato sempre, giorno e notte, Sabato Domenica e feste comandate. Per questo motivo va tenuto un "polmone" di piastrelle di scorta per continuare a "nutrire" il forno.


Lo stoccaggio delle piastrelle crude avviene medainte parcheggio su carrelli rotabili o su box a rulli e, per evitare di occupare grandi spazi a terra, possono essere organizzate anche in verticale.
Il forno delle piastrelle va alimentato tutti i giorni!
I produttori di piastrelle più avanzati tecnologicamente hanno inserito da diversi anni dei sistemi di traslazion e a guida automatica che prelevano le piastrelle semilavorate per trasportarle alle successive fasi del processo produttivo. Anche qui l'automazione consente di poter alimentare il forno sempre e comunque.


I depositi di semilavorato hanno dimensioni correlati alla capacità produttiva delle aziende e, per garantire la continuità di alimentazione al forno, devono avere un grande volume di stock di piastrelle semilavorate .
Il processo di stoccaggio e movimentazione dei semilavorati è ormai completamente automatizzato grazie a carrelli robot che continuano a prelevare pile di piastrelle essiccate per portarle al forno e ai nastri trasportatori che alimentano i forni.


La cottura delle piastrelle
Ed eccoci al forno. Questo è il cuore del processo produttivo di una piastrella, il momento più delicato e più importante. La lunghezza del forno spesso supera i 100 metri, con migliaia di bruciatori in grado di raggiungere e superare i 1.200 gradi.
Sarà qui che il grès verrà temprato e acquisterà resistenza meccanica e all'abrasione.
Le trasformazioni che avvenono nel corso del processo di cottura si possono schematizzare come segue:
- fino a 200°C: eliminazione dell'acqua igroscopica o residua e dell'acqua interfogliare o zeolitica
- da 350 a 650°C: combustione delle sostanze organiche e dissociazione dei solfuri con liberazione di SO²
- da 600 a 800°C: collasso del reticolo argilloso con liberazione dell'acqua di costituzione
- da 800 a 950°C: decomposizione dei carbonati con liberazione di CO²
- da 900 a 1000°C: reazione della silice e dell'allumina con altri elementi presenti nel sistema e formazione di silico-alluminati complessi, i quali impartiscono al corpo ceramico le caratteristiche proprietà fisico-meccaniche. A temperature superiori ai 1.000°C, e diverse a seconda della composizione, i silico-alluminati cominciano a rammollire e a fondere, dando origine alla formazione di una fase vetrosa che, inglobando le particelle meno fusibili, impartisce al materiale particolare durezza, compattezza ed impermeabilità.


Importanza del raffreddamento graduale
Una volta raggiunta la massima temperatura è molto importante il processo di raffreddamento che deve essere estremamente graduale per non generare tensioni all'interno del grès. Una piastrella che si raffredda troppo velocemente rischia di essere "tensionata" e di rompersi quando si tenta di tagliarla.
Tipi di forni attualmente installati
I forni attualmente impiegati sono i forni rapidi a rulli, su cui le piastrelle vengono direttamente disposte in un unico strato. Tali macchine sono ormai universalmente impiegate nella produzione di piastrelle in grès.
La riduzione della durata del ciclo di cottura è resa possibile dalla disposizione monostrato del materiale, che consente di aumentare notevolmente la superficie di scambio rispetto al caricamento in pile e caselle refrattarie come avveniva nei vecchi forni.
La disposizione monostrato e l'adozione di bruciatori di elevata potenza posti a breve distanza l'uno dall'altro, permettono di ottenere una curva di cottura adatta ai differenti materiali e di monitorarla costantemente.
Nuovi forni ad idrogeno
La ricerca oggi si sta concentrando sulla possibilità di alimentare i forni sia a metano ma anche ad idrogeno, soluzione che consente un rilevante risparmio energetico. Questo anche a seguito della grave crisi energetica seguita alla guerra Russia-Ucraina del 2022. Il primo forno ad idrogeno già entrato in funzione è quello per la produzione di grandi lastre installato dal gruppo Iris - Graniti Fiandre. Il forno, installato con lungimiranza prima della crisi energetica del 2022, è già operativo e consente oggi al gruppo con sede a Castellarano, di produrre con un minore impatto sull'ambiente.
Tra i produttori che si stanno impegnando nella ricerca per produrre forni ad idrogeno va citata la ICF & WELKO di Maranello che realizza impianti chiavi in mano, anche ad Idrogeno.
Dettagli
Tra i produttori storici di rulli per il forno c'è la Refrettari Speciali, azienda che da oltre 50 anni fornisce il distretto ceramico, con sede dappria a Roteglia (MO) e poi a Castellarano (RE).
Piastrelle in gres porcellanato per interno ed esterno, Vicenza


Piastrelle in gres porcellanato nel formato 120x120 ad effetto resina grigio pavimentano l'interno dell'abitazione e gli esterni, ma nella superficie antiscivolo.
Clicca qui e continua il tour: Finiture e arredi, casa nuova a Vicenza
Il controllo di qualità
I migliori controllano ogni singolo pezzo
Le piastrelle in gres sono ultimate. Si tratta ora di controllarne la qualità.
Questo è un momento cruciale e delicato che può avvenire in più punti della linea produttiva e con differenti tecnologie a supporto. Il controllo qualità viene svolto innanzitutto da dispositivi elettronici che controllano la planarità, la regolarità dei bordi, il calibro, insomma la regolarità geometrica della piastrella. Altri dispositivi elettronico controllano la qualità della stampa sulla piastrella prima del passaggio in forno, per evitare di cucinare piastrelle che già prima della cottura presentano problemi. Altri ancora, come vedremo, controllano la superficie della piastrella all'uscita del forno, verificando la corrispondenza tra quanto prodotto ed i campioni modello.
I migliori produttori di piastrelle controllano, alla fine del processo produttivo, ogni singola piastrella prodotta. Non quindi controlli a campione.
Quali dispositivi di controllo visivo?
Generalmente si utilizza una combinazione di dispositivi. Come abbiamo detto ci sono dispositivi che controllano le geometrie della piastrella. Altri, molto più sofisticati, che ne controllano la precisione estetica. Questi ultimiutilizzano avanzate tecnologie di riconoscimento delle immagini che consentono di effettuare un controllo rapido della qualità dei prodotti. Sofisticate telecamere ad alta risoluzione catturano l'immagine e verificano la presenza di eventuali difetti nel colore, nella venatura, nei toni o la presenza di irregolarità. Possono individuare difetti di decorazione (tono, bande o righe da stampa digitale, puntinature o macchie) ma anche imperfezioni strutturali.
I requisiti di questi dispositivi sono la velocità, in quanto devono esaminare centinaia di piastrelle al minuto, e la capacità di lavorare 24 ore su 24 senza interruzioni.
Infine... il controllo "umano"
Infine, nelle aziende più attente alla qualità, un ulteriore controllo viene realizzato da persone in carne ed ossa, solitamente delle signore armate di pennarello che affiancano i dispositivi elettronici nell'individuare le irregolarità delle piastrelle.
Una curiosità: il controllo viene effettuato da donne e non da maschietti: è dimostrato che il gentil sesso sia estremamente più dotato da questo punto di vista ed in grado di rilevare ogni minimo difetto o irregolarità.


Dettagli
Perchè è necessaria la scelta?
La scelta è un'operazione necessaria al fine del processo produttivo, che termina con la cottura del materiale per verificare la qualità delle piastrelle prodotte, poichè in pratica si verificano sempre scostamenti, sia pur minimi, dei parametri di processo dai valori di riferimento impostati.
In particolare la complessità del processo di trasformazione ceramico implica per ogni lotto di produzione piccole differenze cromatiche rispetto allo standard definito, che comportano il confezionamento delle piastrelle in differenti "toni" e piccole differenze nelle dimensioni delle piastrelle che comportano la classificazione in differenti "calibri".
Pur essendo il ciclo di produzione delle piastrelle ceramiche notevolmente automatizzato, è impossibile avere un controllo perfetto nella composizione delle materie prime e delle reazioni duirante la cottura.
Esame dei difetti
L'esame dei difetti estetici e superficiali viene affidato sia a macchinari che all'occhio di esperte operatrici o operatori. Sia i macchinari che gli operatori visionano tutte le piastrelle uscite dal forno, non si tratta quindi di un controllo a campione, ma di un controllo pezzo per pezzo.
Ciò costituisce la migliore garanzia della qualità del prodotto: i pezzi introdotti nella confezione sono stati osservati uno alla volta con cura ed attenzione!
Prima scelta e sottoscelte
In relazione ai difetti le piastrelle vengono normalmente divise in diverse classi o "scelte", dove le prima scelta corrisponde ad una selezione priva di anomalie di alcun tipo (salvo la eventuale minima quantita di piastrelle non conformi consentita dalla norma EN 98).
Si usa anche però fare "scelte commerciali", basate su due livelli di classificazione: in questi casi, concordati fra produttore e cliente, sono ammessi in prima scelta piccoli difetti estetici percepibili visivamente solo a distanza ravvicinata.
Classificazione stampata sulle scatole
Calibri e toni devono essere chiaramente identificati nei documenti di accompagnamento del prodotto e sulle singole confezioni, sulle quali dovrebbe anche essere identificabile la reale dimensione del pezzo in relazione al riferimento aziendale (codice) del calibro.
Ogni scatola di prodotto finito normalmente dovrebbe riportare, indicata in modo chiaro, oltre al marchio del fabbricante:
- denominazione ed eventuale codice del prodotto;
- serie di appartenenza;
- formato;
- tono;
- calibro;
- riferimenti di produzione (solitamente in codice alfanumerico) indicanti il lotto e la data di produzione;
- eventuali marchi di prodotto (UNI, UPEC, ecc.).
Quali macchinari per la scelta
Sono molte le aziende del meccano-ceramico che hanno in catalogo dispositivi per la selezione automatica delle piastrelle.
- Sacmi ha presentato un macchinario in grado di effettuare sia la scelta delle piastrelle sia funzionare come impilatrice automatica. Si chiama ekosort.
- Italvision ha presentato due macchinari: shinevision per il controllo delle piastrelle levigate, in grado di rilevare graffi ed imperfezioni; onevision che controlla e classifica le piastrelle crude in uscita dalla linea di smaltatura, prima del loro ingresso in forno. In questa fase vengono scartati pezzi che contengono grumi, sbeccature o difetti evidenti nel decoro.
Pavimento in gres porcellanato effetto pietra, Vicenza


Pavimento in gres porcellanato effetto pietra in grande lastra che crea tutta la superficie della zona giorno e riveste la scala che ci accompagna alla zona notte.
Clicca qui e vedi la realizzazione: Casa nuova a Brendola
Imballaggio del grès
Se i controlli accertano che la piastrella è perfetta, si passa all'ultima fase del processo produttivo: l'inscatolamento e la disposizione su pallet. Anche in questo caso ci sono dei dispositivi automatici, come quello che vediamo qui sotto, che si occupano di questo lavoro, realizzando sia l'inscatolamento che la pallettizzazione.
Queste sono le scatole che arriveranno a casa tua e che diventeranno il tuo nuovo pavimento in grès. Se sei curioso di sapere quanto è costata la tua piastrella fino a qui, puoi leggere lo studio: il prezzo di una piastrella.


Dettagli
Sacmi è uno dei principali produttori di macchinari per l'industria ceramica. Ha in catalogo una serie di macchinari per l'imballo di piastrelle che puoi vedere qui:
Pavimentazione interna in gres porcellanato, Vicenza


Piastrelle in gres porcellanato nella tonalità del beige chiaro pavimentano cucina e salotto di questo appartamento moderno, entrando anche nel bagno lavanderia sia a pavimento che a rivestimento.
Clicca qui e guarda tutte le stanze: Ristrutturazione e Montecchio Maggiore
Vieni a scegliere le tue piastrelle in gres, fissa qui il tuo appuntamento: